If you’re here, checking out our Custom WTC Sizing Dies, you’ve probably got a high-end target rifle in the safe.
Why feed it ammo from a commercial, off-the-shelf die that may or may not yield optimum results for concentricity and brass life?
WTC Dies are made from samples of your fired brass to full length size only .001 to .0015″ on the body diameter and just enough on the necks to get 30, 40, or even 50 reloads from your brass (neck annealing required).
Every set of WTC Custom Sizing Dies comes with a set of instructions. We know, you guys don’t ever read the instructions like you should, and you probably toss them out right when you open the box. But we know that life’s better when you know what your doing, and we want you to be confident with your new WTC Dies.
So here’s a fancy link to download the instructions, again, just in case you ‘lost them’ somehow…
“About 12 years ago, I decided to try to improve on a commercial die I was using for my .308. There was enough room to remove the banana shape of the body and establish a closer tolerance of concentricity of the neck.
Well, that got screwed up and had to be thrown away. I then bought a new one, only to find that it was worse than the one that I had just tossed.
Having wasted my money twice, I decided to make my own and began cutting the first two of what you see here.”
– Alan Warner
FEATURES + BENEFITS
Concentricities of .0005″ or better from top to bottom.
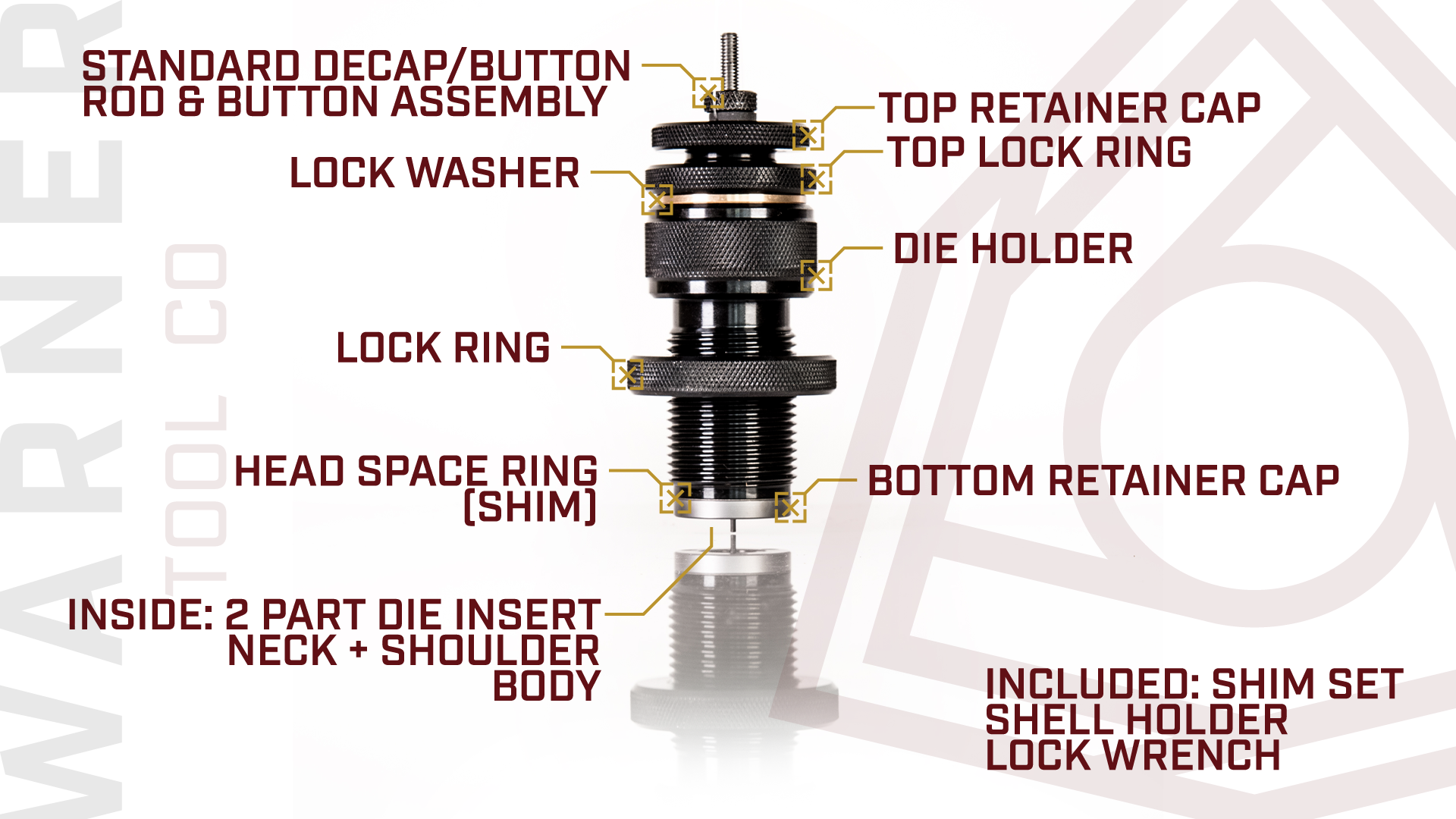
Precision head space adjustment within the die via hardened and ground tool steel retainer rings (shims).
0.001 to 0.006 shoulder ‘bump’ possible with the included shims.
2 part die insert construction – one for the body, one for the neck and shoulder.
Designed to ‘cam over’ on your reloading press.
SHOP WTC CUSTOM SIZING DIES
PLEASE NOTE: WTC DIES ARE CUSTOM MANUFACTURED TO SAMPLES OF YOUR FIRED BRASS AS SUCH, NO STANDARD 'CARTRIDGES' ARE AVAILABLE FOR SELECTION BELOW
PLEASE CHOOSE: 'STANDARD' FOR CARTRIDGES UP TO 30-06 'MAGNUM' FOR CARTRIDGES 30-06 to .416 RIGBY
With the introduction of newer reloading presses to the reloading market, please note that our custom magnum sizing die employs our unique magnum shell holder That has been successfully employed in most presses for the past 15 years. However, prior to purchase, please verify with the press manufacturer to ensure that the particular press you intend to use will work with our sizing die and shell holder. We are not responsible for purchases made by customers whom did not use due diligence to ensure proper fit. We also advise that you employ that same due diligence when selecting a press in general. Many available today are not robust enough to accommodate the WTC sizing dies in both geometry and/or force required to use them successfully. Please call us if you would like guidance in selecting the proper press for your needs.
WTC now offers two different seating die variants. The first, is our In-Line Custom Seating Die, which functions in conjunction with our WTC Custom Sizing Die assembly. The second is our new Arbor-Press Style Custom Sizing Die, which is a stand-alone product that can function with most reloading presses on the market today.
Both of these dies are magnum micrometer adjustable seating dies for wildcat magnum cartridges.
These micromoter adjustable seating dies are intended for Cheytac, 50BMG, and any other large-caliber Wildcat cartridges on the market.
We are not currently offering our custom seating dies for standard cartridges – cartridges that have an existing seating solution on the market today.
If you really want ’em though – hit us up and let us know. If enough of you yahoos want them, we may do a special run.